
Sand-cast parts commonly have internal geometries (ex. holes) that are produced with cores, internal molds made of bonded sand that are inserted into the main mold.
The Theory
I found an excellent book of practical sand casting information in the 1958 US Navy Foundry Manual.
Cores are usually only supported by the mold at a few points, so they must be quite strong to withstand their own weight, as well as the buoyant forces produced when they are submerged in molten metal. For this reason they are made of a bonded sand different from normal molding sand. Typically, oil is used as a binder by mixing it into the sand and baking it to polymerize it. Additionally, other binders like bentonite and cereal binders (various cereal flours and dextrin) are added to the sand to provide better green (i.e. wet) strength and dry strength.
What I Did
At first, I roughly followed a recipe from the Foundry Manual; mixing by weight 97 parts play sand screened through a 1 mm sieve, 1 part flour, 2 parts vegetable oil, and 5 parts water; but found that it had practically zero green strength owing to the coarseness of the play sand. Substituting play sand with my DIY green sand (play sand mixed with backyard clay) produced much better results.
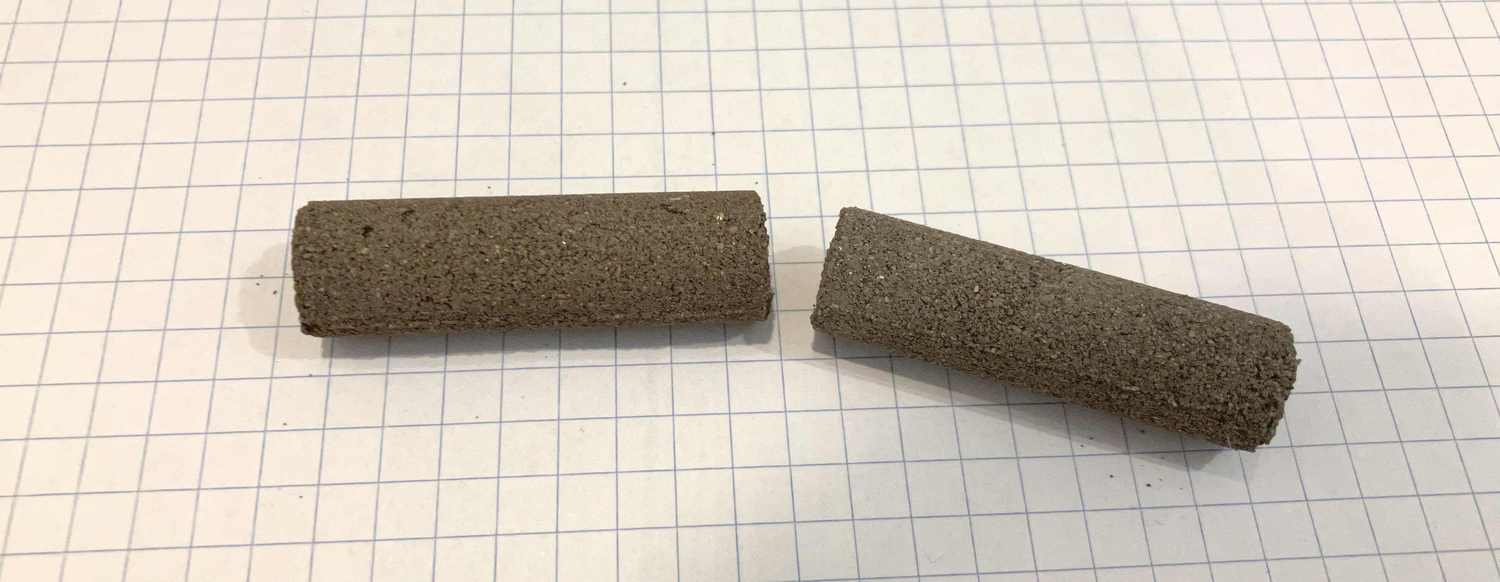
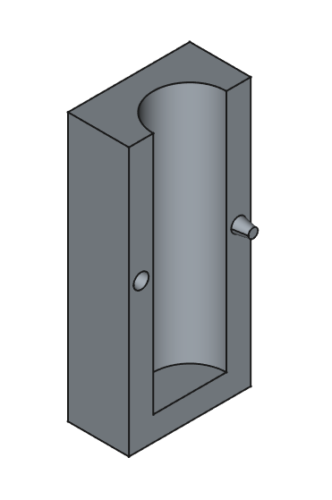
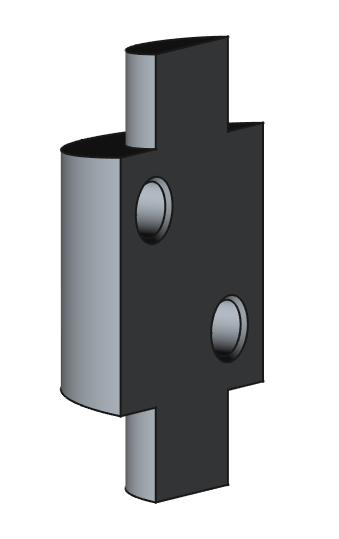
As a basic test, I made a 2-part core box for a cylindrical core, 15 mm in diameter and 50 mm long. The core box was clamped together, then sand was rammed in, then the core was carefully removed by rapping the outside of the core box with a metal rod. I found that the sand needed to have a higher moisture content than for green sand to increase its green strength and prevent breakage when drawing out the core. Also, softer rapping for a longer time was less likely to break the core while still satisfactorily removing it.
To test the cores, I cast a hollow cylindrical shape with a 2-part pattern aligned by steel dowels. Any crookedness when separating the cope from the drag caused the pattern halves to bind to each other and tear out the sand. I plan to address this by replacing the tapered alignment blocks with straight ones to ensure the flasks are pulled apart perpendicular to the parting plane, though using a drill bit to “ream” the aligning holes for a very loose fit with the pins was a fine temporary solution.
Aside from some shrinkage at the top, the casting turned out perfectly. Despite very poor core collapsibility, there was no tearing (caused by the part cooling and contracting around the core), though surface finish in the hole was quite rough; this may have been caused by the metal being squeezed by contraction into the little voids in the core surface.



A Reflection on Sand Coarseness
A graph in the Foundry Manual depicts sand permeability versus sand grain size from 40–300 mesh, indicating the coarseness range for typical foundry sands. It lists AFS fineness (average mesh size) values of 63 for an all-purpose molding sand (which is on the coarser side of molding sands) and 70–100 for most core sands. Taking this sieve analysis of play sand and roughly plugging it into the AFS fineness calculator gives a fineness number of 26, which means play sand is about 2½ times too coarse for molding sand and 3–4 times too coarse for core sand.
I unknowingly compensated for this coarseness by increasing clay content. Comparing washed (i.e. no clay) and unwashed (i.e. with clay) sand masses, I calculated clay content to be 12% by weight, 2 to 4 times the amount recommended by various Foundry Manual recipes. Interestingly, the water content at 4.8% isn’t that much higher than than the 3% or so recommended for sands with less clay.
Another thing I found out about my greensand is that the dirt I used actually makes a “proper” binder. Looking more closely at the my area’s soil classification on SoilWeb, it is a “smectic” soil; smectites are a very sticky clay mineral of which bentonite (the most common greensand binder) is a type. On the downside, smectites make poor pottery clay because they have such high shrinkage — around 10% linear extensibility (length difference between moist and dry), according to the soil data — though this probably increases as it’s purified.
UPDATE: 2025-07-14 Clay from my backyard has shrinkage of about 12% (from 100 mm to 88 mm), whereas clay obtained from the Palo Alto Baylands shrinks about 8%.