With only a center punch and drill press, it can be very difficult to drill small, straight holes. Though medium-sized drills can self-center parts by shifting them around till the center-punch mark is exactly aligned with the spindle, smaller drills tend to just deflect and drill an angled hole. To overcome this, a short, stiff “spot drill” is used before drilling to create a new divot, exactly aligned with the spindle, obliterating the old center-punch divot and taking out any misalignment it might have had.
Locating large holes accurately can also be difficult, since the large chisel-shaped tip of the drill tends to wander, especially if it’s bigger than the center-punch mark. Drilling out a larger divot with the spot drill, or drilling a “lead hole” with a smaller drill can reduce this wandering.
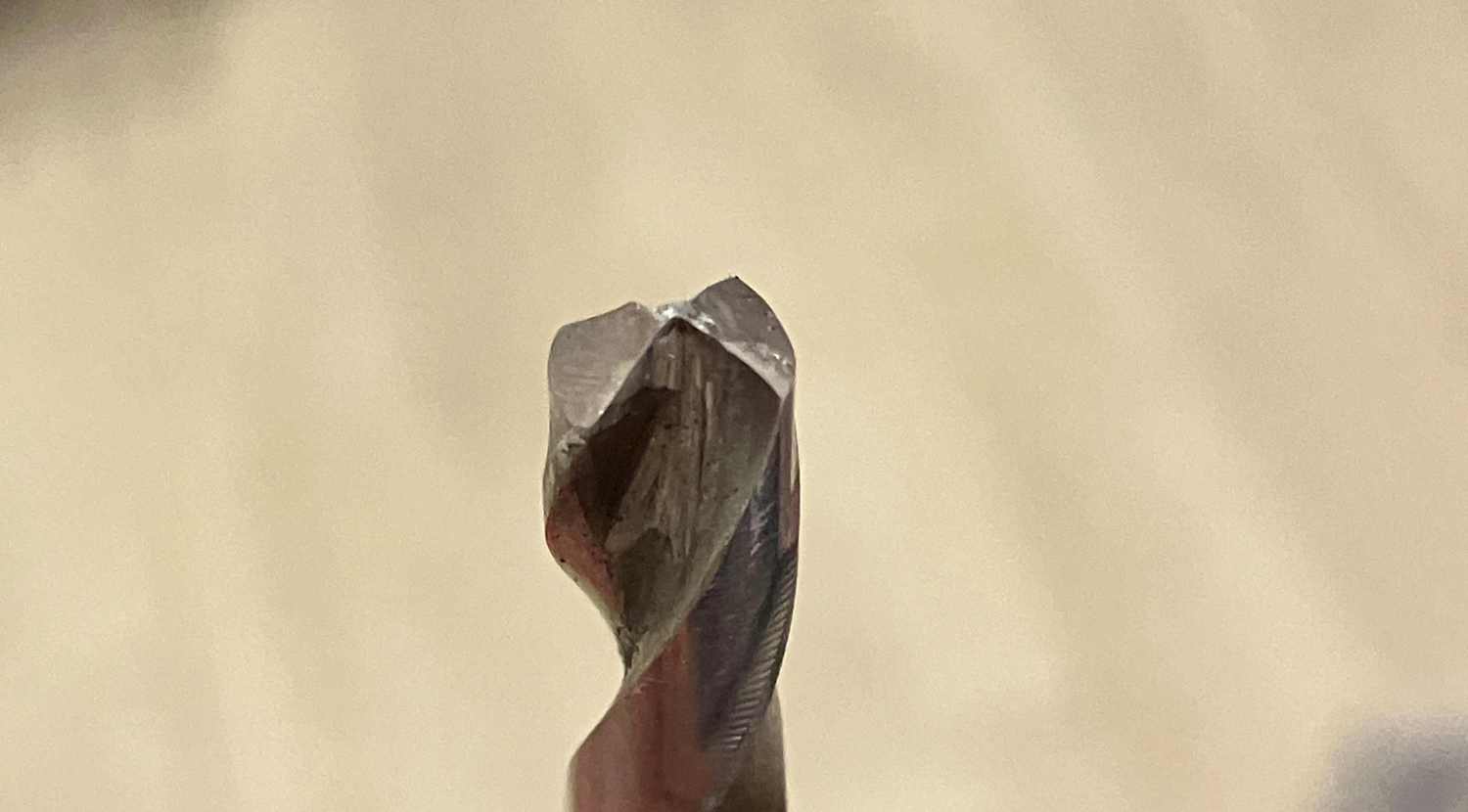
Besides being very short, the spot drill is differentiated from ordinary twist drills by its thin web (the little bit of material that connects both flanks), which allows it to penetrate the work more easily and self-center more precisely in the center-punch divot.
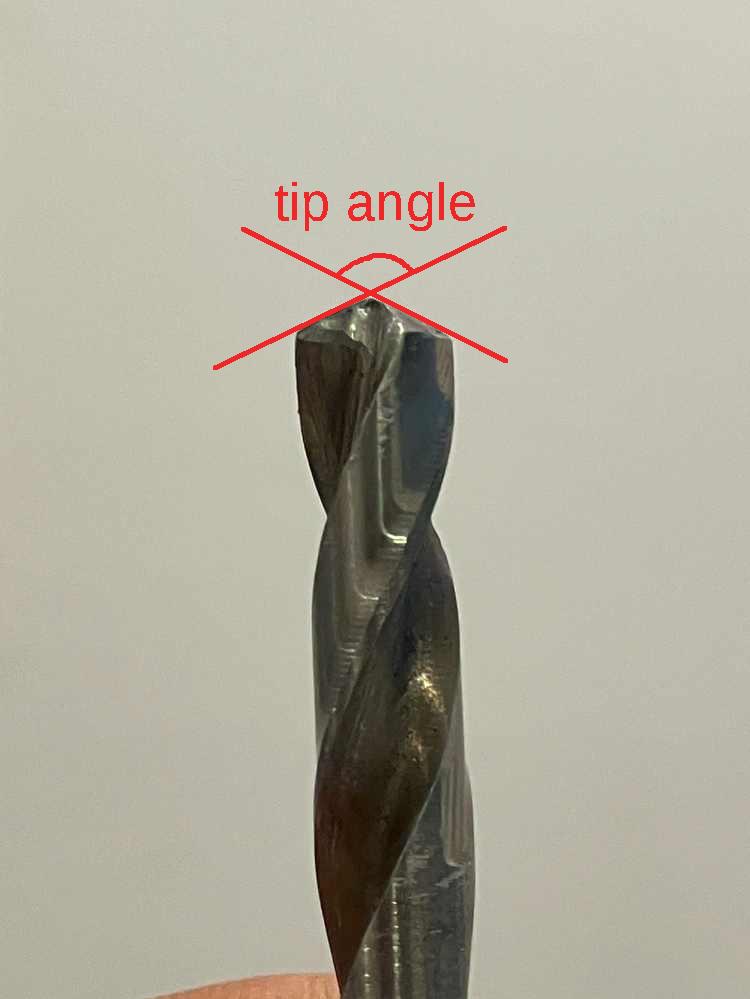
There is conflicting information about the recommended tip angle of a spot drill. For the carbide drills commonly used in CNC machining, which are prone to chipping at the corners, people online recommend a tip angle larger than the twist drill that follows it, so that the tip of the twist drill contacts the tip of the divot. This is also supposed to improve the accuracy of hole location. However, Machine Shop Practice by K.H. Moltrecht recommends a spot drill steeper than the twist drill, writing, “Thus the lips of the twist drill contact the work-piece first, and the chisel edge does no work until the location of the hole is established. The point angle of the lips will cause the drill to follow the axis of the of the hole made by the [spot] drill, and, since the chisel edge of the twist drill does not engage the work, the drill will penetrate into the work with ease” (128). This matches advice I heard from an experienced machinist, that the spot-drill hole be made deeper than the tip of the drill.
I think their rationale is that the chisel-edge can cause wandering at the start of a hole no matter how large the divot is made, but wandering is practically impossible once the whole tip has penetrated the surface the part. Also applicable is the general principle that a drill always tends to cut towards the path of least resistance — if the divot is small, not much extra resistance is generated by the drill wandering, whereas if the divot is large, much more resistance is generated in the direction that the drill wanders towards. In any case, I think that a spot drill of any tip angle would improve results over drilling directly into the center-punch mark.

What I Did
People usually purchase their spot drills, but I tried making my own out of a 1/4″ screw-machine-length twist drill, with pretty good results.
- First, I made the tip into a cone, by grinding it with a Dremel while spinnning it in a drill press. This established the desired tip angle, and the tip of the cone provided a visual reference for the center of the drill.
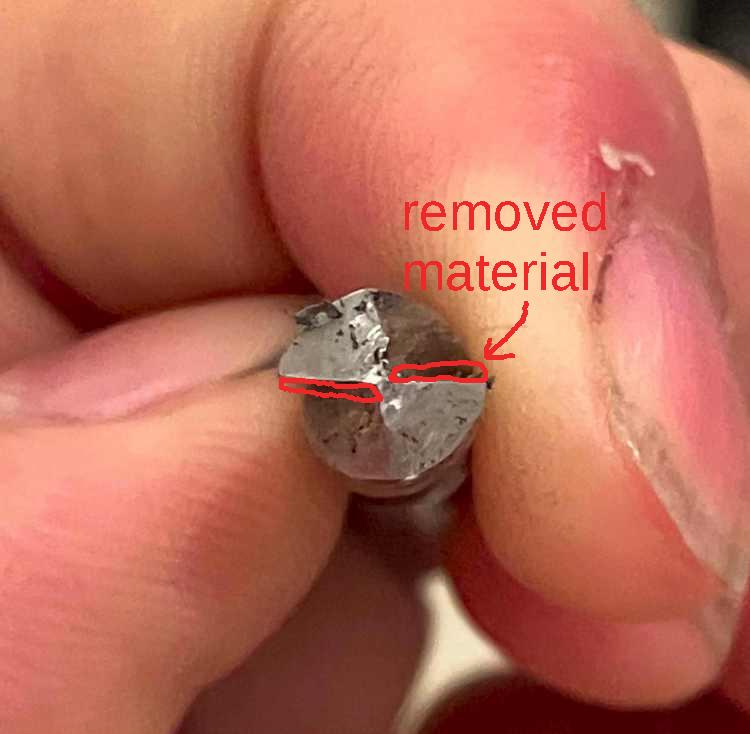
- Next, I thinned the web by grinding both lips closer to the center of the drill, till they nearly met at the tip. This was done by holding the lip up to the face of a fiberglass cutoff wheel.
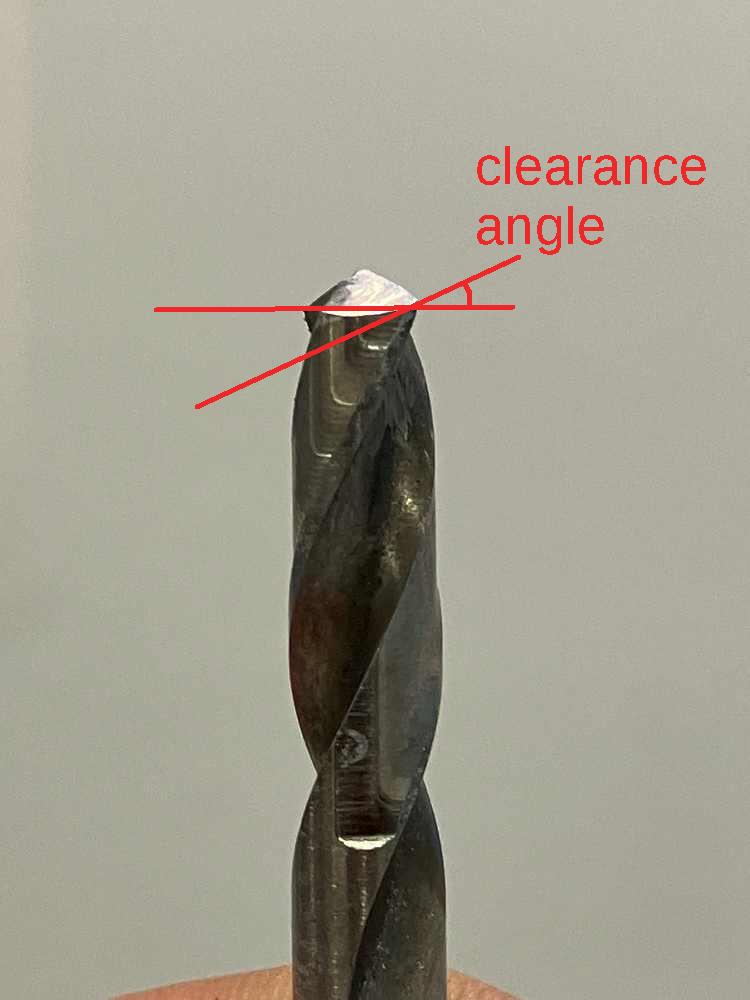
- Finally, some relief was ground onto the cutting edges, again with the face of a cut-off wheel.
This worked pretty well; I was able to drill a 1/16″ hole, about 30 mm deep, with almost zero visible runout between where the hole entered and exited.