

This was my 2025 Synopsys Science Fair project. Regrettably, I didn’t get to spend as much time as I’d have liked on it.
Introduction
Clay is an extremely important material because it is cheap (often literally dirt on the ground), durable, and easy to work by pressing, casting, or forming. However, drying clay parts presents challenges since the ideal drying rate is a balance between minimizing drying time and preventing uneven drying. This is particularly important for prototyping or experimentation where many iterations must be made in sequence. In practice, an ideal drying rate is difficult to obtain in ambient conditions because they are highly variable and cover only a small range of possible conditions. For these reasons, I built a temperature- and humidity-controlled drying chamber to control, experiment on, and optimize drying conditions.
Background
The rate of drying clay is primarily governed by two factors: the rate of removing water from the clay’s surface, and the rate of transfer of water from the inside of the clay to the surface. The rate of water leaving the surface is governed by atmospheric conditions like temperature, humidity, and air flow, while transfer within the clay largely depends on the part’s physical properties, like wall thickness and porosity (which is controlled by non-plastic additives called “tempers”). Moisture transfer within the clay takes two forms: capillary transfer through moist clay, and vapor diffusion through dry clay. Because capillary transfer is much faster than vapor transfer, it takes much longer to remove residual moisture as compared to the bulk of the moisture
Drying evenness imposes another restriction on drying rate. Since practically all clays shrink slightly as they dry, uneven drying results in uneven shrinkage, which causes stresses in the part that can ultimately lead to deformation or cracks. Tempers address this problem in two ways: first, by speeding moisture transfer through the part, tempers ensure more even drying; and second, by adding non-plastic material to the clay, tempers decrease shrinkage. Addition of too much temper can decrease a clay’s strength and make it harder to work.
Engineering Goal
The goal of this project is to find an inexpensive method to quickly dry clay without compromising mechanical or geometric integrity.
The Drying Chamber

The drying chamber itself is a clear polypropylene storage bin insulated with expanded polystyrene panels on the walls, floor, and lid; seams between panels are sealed with duct tape. A fan and backdraft damper set into one wall allow dry air to introduced while preventing airflow when the fan is off.
The heater consists of positive-temperature-coefficient heating elements bonded to an aluminium radiator, with a fan blowing through it. A catastrophic overheat is prevented by the heaters’ resistance increasing with temperature. A sheet metal shroud redirects the heater’s output in all directions to produce more even heating.


The humidifier is constructed of an ultrasonic atomizer immersed in a watertight container, which produces water mist that can then be blown out with a fan. It is not powerful enough to produce absolute humidities above 100 g/m³ (50% relative humidity at 70°C) due to poor sealing between the chamber and outside.


For experimental purposes, a 300 g load cell was used to monitor the weight of the sample as it dried. Although it has a resolution of 0.01 g and precision of around 0.02 g at fixed temperature, variation in temperature causes significant deviation in the reading. I addressed this in software by applying a fixed temperature offset of -0.080 g/°C, which reduces deviation to around 1 g over a temperature range from 0 to 100 °C.


After observing significant convection effects which produced a temperature difference of approximately 40°C between the top and bottom of the chamber (100°C vs 60°C), I added a fan to circulate air within the chamber, allowing the bottom of the chamber to heat up much more than before.


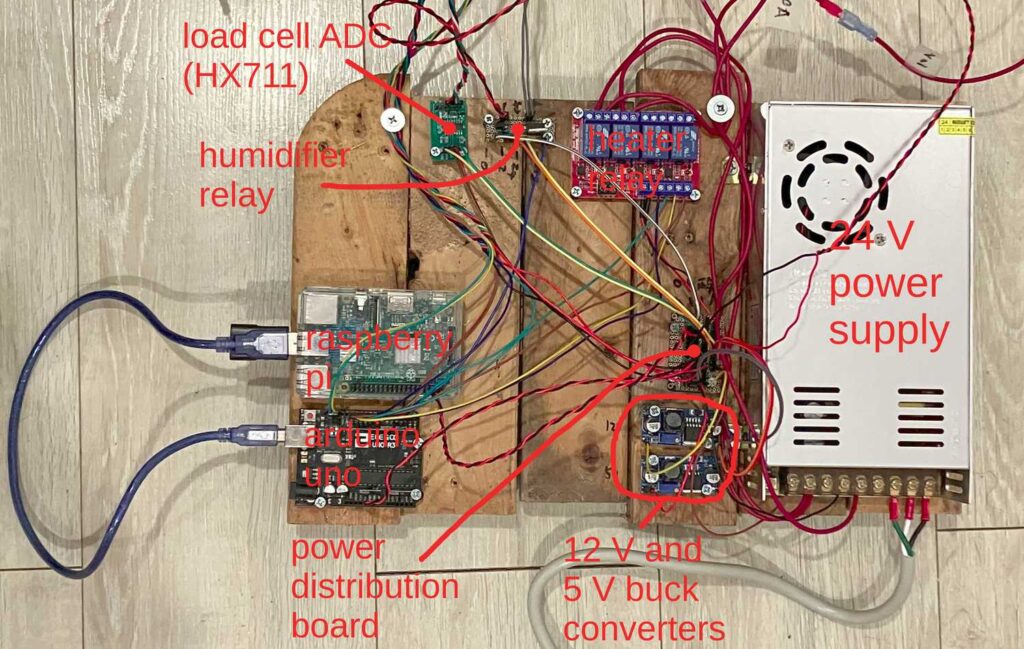
The control circuitry and software were designed for experimentation. The wooden control board is purposely made quite spacious to allow easy re-wiring and the addition of new breakout boards. All electronics are controlled by an Arduino Uno, which is connected by USB to a headless Raspberry Pi to allow the serial connection to be monitored wirelessly. The Arduino’s software integrates data logging and a command-line interface into one serial connection.
Testing Procedure
Samples were prepared from a bag of commercial medium-fire earthenware clay by “wedging” (i.e. mixing) the clay, pressing it into a flat sheet, and cutting out test bars or forming pinch pots by hand. The samples were stored in a “damp box” to keep them moist until tested and ensure even moisture content between different samples.

Tests were started by preheating the drying chamber to the desired temperature, then taring the load cell to ensure accuracy in its reading. Three samples were tested on each run: two rectangular bars measuring 20 mm wide by 10 mm deep by 120 mm long, and one “pinch pot” roughly 45 mm in diameter, 30 mm in height, with a wall thickness of around 5 mm. One of the test bars was placed on the load cell for its mass to be monitored, and drying was stopped when its mass stopped changing (or when I got home from school).
After drying, the deformation of the bars was qualitatively assessed by placing them against the ground to look for changes in flatness, and strength was measured by a 4-point flexural test performed on a drill press using a homemade testing fixture.


Results
I did not observe any connection between drying conditions and deformation or strength of parts. Variation in these characteristics was caused more by inconsistencies in sample preparation, for example not wedging clay thoroughly enough, leading to uneven moisture content even in the wet part. Also, the drying chamber’s inability to maintain a high absolute humidity prevented experimentation under these conditions.




In general, I observed that gentler drying conditions resulted in a linear drying progression, whereas aggressive conditions resulted in exponential decrease in sample mass. This is probably because water evaporation from the part’s surface (which is fairly constant) limited drying rate under gentle conditions; whereas moisture transfer within the clay, dependent on the moisture level of the clay, limited drying rate under aggressive conditions. Under moderate conditions, I observed a transition between linear and exponential drying characteristics.



Conclusions and Further Iterations
Technical problems with the drying chamber and sample preparation impeded the collection of high-quality data, and further iterations will correct this:
- the drying chamber should be better sealed against humidity loss by adding rubber seals and placing the insulation outside of the drying chamber
- load cell temperature compensation can be improved by measuring the load cell’s temperature directly from a temperature sensor bonded to the load cell rather than indirectly by reading air temperature
- humidifier output should be made variable to allow quick humidifying using high output while avoiding excessive humidity swings by decreasing output
- air flow should be made variable and included as a variable to be tested since practical experience shows it has a significant effect on drying rate
The commercial clay that I used was overly forgiving to aggressive drying conditions and probably does not need a drying chamber like this; I should use a clay with greater shrinkage or less plasticity to properly test drying performance. With such a clay, I would be able to observe cracks rather than deformation when drying is too rapid or too uneven.
Because the loading pins on the strength test fixture were held rigidly in place, any parts with imperfections (i.e. all of them) experienced a 3-point rather than a 4-point bending test. Although the maximum tensile strength can still be calculated for a 3-point test, it is preferable to employ a 4-point test on ceramics to expose as large an area as possible to the maximum bending moment to get more consistent results. An articulated testing fixture would be capable of applying the two loads to an uneven sample, producing more reliable results.
References
- Briest, Lucas & Vorhauer-Huget, Nicole & Tretau, Anne & Wagner, Ralf & Tsotsas, Evangelos. (2022). Microwave drying of wet clay in pilot-scale plant. 10.55900/pgrnojwt.
- Kumari, N., & Mohan, C. (2021). Basics of Clay Minerals and Their Characteristic Properties. IntechOpen. doi: 10.5772/intechopen.97672
- Berkelhamert, L.H. (1943), REHYDRATION STUDY OF CLAYS*. Journal of the American Ceramic Society, 26: 120-126. https://doi.org/10.1111/j.1151-2916.1943.tb15199.x
- Vorhauer, N., Tretau, A., Bück, A., & Prat, M. (2019). Microwave drying of wet clay with intermittent heating. Drying Technology, 37(5), 664–678. https://doi.org/10.1080/07373937.2018.1547740
- Zaccaron, Alexandre & Nandi, Vitor & Bernardin, Adriano. (2021). Fast drying for the manufacturing of clay ceramics using natural clays. Journal of Building Engineering. 33. 101877. 10.1016/j.jobe.2020.101877.
Awards
I didn’t win any awards for this project.
One response to “Controlled-Atmosphere Device for Rapidly Drying Clay”
[…] a recent science fair project, I used a drill press as a press for strength […]